Bentone gel manufacturing in ATEX environment: A tailored project for COBELSA (L’ORÉAL Group)

A high-precision project in the heart of the cosmetics industry
COBELSA Cosméticos S.A., located in Alcalá de Henares (Spain), is part of the L’ORÉAL Group and specializes in the production of nail polish for international brands such as Maybelline and Color Riche. All production is destined for markets in Europe, Brazil, and the United States.
As part of its continuous improvement strategy, COBELSA turned to Oliver + Batlle to develop a new manufacturing unit for bentone gel, a key ingredient in nail polish formulas, acting as a rheological agent that ensures the suspension and stability of pigments and resins.
The challenge: safety, precision and automation in a confined ATEX zone
The project came with several critical technical challenges:
- Extremely limited installation space
- Location in a classified ATEX II GD zone, due to the presence of solvent vapors and bentonite dust
- Vacuum powder feeding of explosive bentonite into a flammable medium (butyl acetate + nitrocellulose)
- Manufacturing process requiring a permanently inert atmosphere (O? < 6%) to prevent premature drying
- A fully automated and traceable control system
O+B was tasked with delivering a compact, safe and high-performance solution tailored to these conditions.
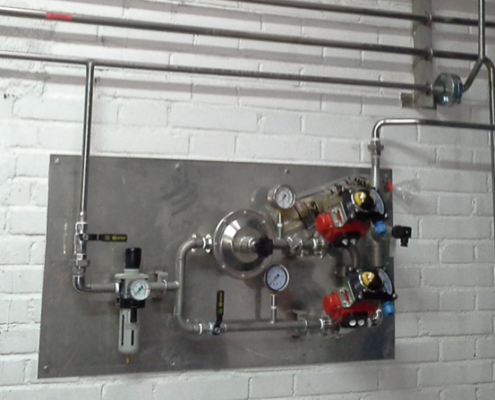
O+B’s solution: compact engineering in a skid-mounted system
O+B’s technical team designed a complete and autonomous skid, optimized for integration into the ATEX environment and adapted to the space constraints of the plant, consisting of:
Working platform
1. POLIMIX DPS-1200-OR Disperser
- ATEX Zone 0 certified (internal)
- Weighing system via load cells
- Half-coil cooling jacket, product temperature probe and minimum level sensor
- CIP cleaning system with automatic motorized lance
- Liquid input via multi-way feed collector

2. Bentonite powder hopper
- Stainless steel AISI 304, capacity 150 L
- Vacuum suction lance for 25 kg bags
- Vacuum monitoring via manovacuum gauge
- Percussion hammer for complete discharge
3. Vacuum powder feeding system
- Flameproof filter above the disperser
- Flame arrestor + modulated vacuum valve
- Side channel vacuum blower
- Acid dispersion input by vacuum

4. ATEX safety & inert gas control
- Grounding verification system for all components

- Nitrogen inerting system (N2)
- Oxygen monitoring sensors in both disperser and powder hopper

5. Fully automated control system
- ATEX-rated HMI touchscreen in classified area
- SCADA system in a safe zone with integrated recipe manager
Results: enhanced quality and safe, controlled production
The solution developed by O+B enabled COBELSA to:
- Comply with the most demanding ATEX safety standards
- Eliminate manual handling of explosive powders
- Maintain a stable inert atmosphere (O? < 6%) during the process
- Achieve higher gel quality compared to previous systems
- Fully automate and digitize the gel manufacturing process
This project demonstrates how modular engineering and technical expertise allow O+B to overcome complex challenges in sensitive environments. With this solution, O+B strengthens its position as a trusted technology partner in the cosmetic industry, where process control, product consistency, and safety are non-negotiable.
