
Un proyecto de alta exigencia técnica en el corazón de la cosmética
COBELSA Cosméticos S.A., ubicada en Alcalá de Henares, forma parte del grupo L’ORÉAL y está especializada en la fabricación de esmaltes de uñas para marcas como Maybelline o Color Riche. Su planta produce exclusivamente para los mercados de Europa, Brasil y EE.UU.
En el marco de su estrategia de mejora continua, COBELSA confió en Oliver + Batlle para desarrollar una nueva unidad de fabricación de gel de bentone, un componente esencial en la formulación de laca de uñas que actúa como agente gelificante y estabilizante del sistema.
El reto: seguridad, precisión y automatización en espacio limitado
El proyecto planteaba varios desafíos técnicos clave:
- Espacio de instalación muy reducido
- Ubicación en una zona clasificada ATEX II GD, con riesgo por vapores de disolvente y polvo de bentonita
- Incorporación automatizada de polvo explosivo (bentonita) en una solución inflamable (acetato de butilo + nitrocelulosa)
- Fabricación del gel en atmósfera inerte (oxígeno < 6%) para evitar la evaporación y el secado prematuro
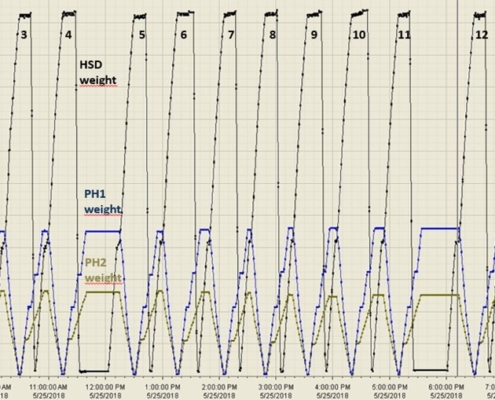
- Control de proceso totalmente automatizado y trazable
Todo ello debía resolverse con una solución compacta, segura y de alto rendimiento.
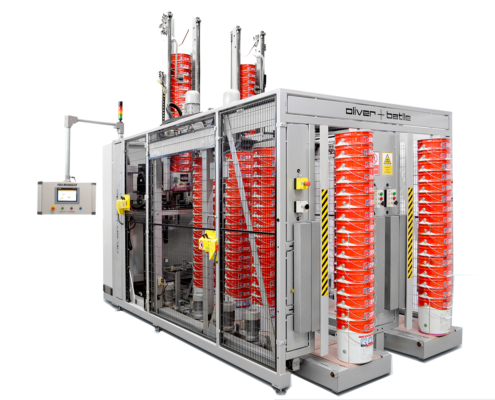
La solución O+B: ingeniería a medida en formato skid
El equipo técnico de O+B diseñó un skid completo y autónomo, optimizado para integrarse en el entorno ATEX y adaptado a las limitaciones de espacio de la planta, compuesto por:
PLATAFORMA DE TRABAJO
1. Dispersor POLIMIX DPS-1200-OR
- Certificación ATEX Zona 0 interior
- Pesaje en línea mediante células de carga
- Media caña refrigerada, sonda de temperatura y detector de nivel
- Sistema CIP con lanza automática motorizada
- Entrada de líquidos mediante colector multivía

2. Tolva para bentonita
- Acero inoxidable AISI304, capacidad 150 L
- Lanza de aspiración para succión desde sacos de 25 kg
- Control de vacío con manovacuómetro
- Martillo percutor para asegurar vaciado total
3. DISPERVAC: Sistema de carga por vacío en tolva y dispersor
- Filtro sobre dispersor POLIMIX + apagallamas
- Válvula de vacío modulada y turbina de canal lateral
- Filtro anterior a turbina de vacío
- Turbina de canal lateral

4. Entrada de dispersión ácida por vacío al dispersor
5. Seguridad ATEX y control de atmósfera
- Verificación automática de puesta a tierra

- Sistema de inertización con nitrógeno (N2)
- Sensores de oxígeno en dispersor y tolva (oxígeno < 6%)

6. Automatización avanzada
- Pantalla táctil HMI en zona clasificada
- Sistema SCADA en zona segura, con gestión de recetas
Resultados: calidad superior y máxima seguridad de proceso
El sistema implantado por O+B ha permitido a COBELSA:
- Cumplir con los requisitos de seguridad ATEX más exigentes
- Eliminar la manipulación manual de polvo explosivo
- Mantener una atmósfera inerte estable y controlada
- Obtener un gel de bentone de mayor calidad respecto al sistema anterior
- Digitalizar y automatizar por completo la fabricación del producto
Este proyecto demuestra cómo la ingeniería aplicada y el diseño modular permiten afrontar con éxito desafíos complejos, incluso en condiciones extremas. Con soluciones como esta, O+B refuerza su posición como proveedor técnico de confianza en sectores tan exigentes como el cosmético, donde la precisión, seguridad y reproducibilidad son clave.